
Hot Melt Adhesive Solutions for Footwear & Leather
Full range of hot melt adhesive films and webs for all footwear lamination processes – meeting requirements for flex fatigue resistance, yellowing resistance, waterproof/wash durability, and strong adhesion to multiple substrates. Covers athletic shoes, leather shoes, Martin boots, canvas shoes, and safety footwear.



Full Application Guide
Targeted adhesive solutions for every structural component of modern footwear.
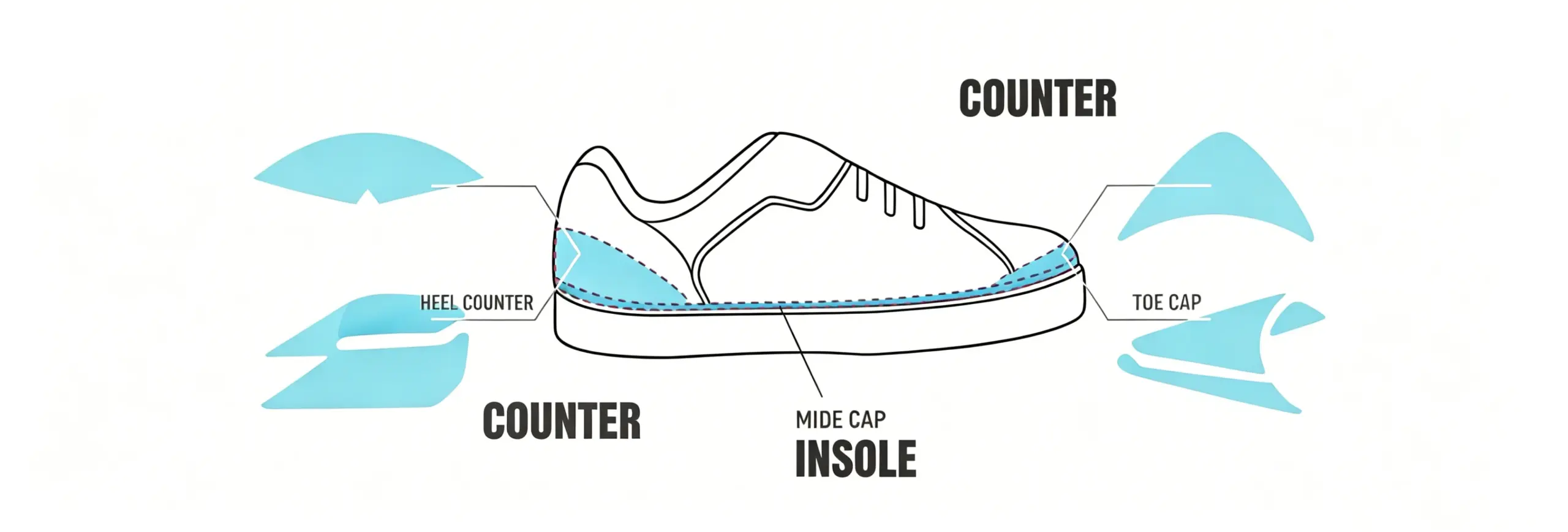
Module 1|Upper & Vamp Lamination
Core positioning: Flex-resistant and seamless adhesive, suitable for laminating leather/fabric uppers with interlinings. Withstands 100,000 flex cycles without debonding or creasing, without affecting upper appearance.
| Application Scenario | Recommended Film | Usage Position | Temperature Reference |
|---|---|---|---|
| Genuine leather/synthetic leather shoe upper | PO/EAA leather-specific film | Top grain/synthetic leather + fusible interlining, toe box shaping | Proc: 105~130°C Serv: -25~85°C |
| Athletic shoe mesh upper | High-breathability TPU web | Mesh + foam lining seamless lamination | Proc: 95~125°C Serv: -28~80°C |
| Canvas/denim shoe upper | General TPU film | Canvas + shaping interlining, tongue lamination | Proc: 100~135°C Serv: -30~88°C |
| Patent leather/shiny leather upper | Ultra-clear low-yellowing TPU film | Shiny leather + interlining, no adhesive marks or haze | Proc: 102~128°C Serv: -22~82°C |
Module 2|Sole & Midsole Lamination
Core positioning: High-strength peel-resistant adhesive, solves sole-to-midsole delamination. Withstands long-term walking, flexing, and harsh outdoor environments.
| Application Scenario | Recommended Film | Usage Position | Temperature Reference |
|---|---|---|---|
| Rubber outsole + EVA midsole | High-tack PO/EAA modified film | Full-area lamination of rubber outsole with EVA/PHYLON midsole | Proc: 98~122°C Serv: -30~78°C |
| TPU sole + upper | Low-modulus TPE film | TPU elastic sole to upper bonding | Proc: 92~118°C Serv: -35~90°C |
| Foam sole lamination | Hydrolysis-resistant PES film | Multi-layer lamination of EVA/PU foam sole | Proc: 122~142°C Serv: -20~105°C |
| Safety shoe steel toe covering | High-temperature PA film | Steel toe to leather/rubber covering | Proc: 125~145°C Serv: -25~110°C |
Module 3|Lining & Insole Lamination
Core positioning: Skin-friendly and breathable adhesive, for lining, insole and foam lamination – soft, non-stiff, breathable, non-stuffy, meeting footwear skin-contact environmental standards.
| Application Scenario | Recommended Film | Usage Position | Temperature Reference |
|---|---|---|---|
| Skin-friendly shoe lining | Medical-grade TPE film | Cotton/polyester lining + sponge lamination | Proc: 100~125°C Serv: -32~85°C |
| Breathable athletic insole | High-breathability PES web | Insole fabric + EVA/latex foam lamination | Proc: 120~140°C Serv: -20~100°C |
| Warm fleece lining | Thick TPU film | Polar fleece + interlining lamination | Proc: 105~130°C Serv: -30~82°C |
| Waterproof shoe lining | TPU waterproof dot film | Waterproof fabric + lining, combining waterproof & micro-breathable | Proc: 102~130°C Serv: -28~80°C |
Module 4|Accessories & Trim Lamination
Core positioning: Precision bonding adhesive for shoe labels, logos, decorative strips, hook & loop, etc. – accurate positioning, clean edges, no glue bleed-out.
| Application Scenario | Recommended Film | Usage Position | Temperature Reference |
|---|---|---|---|
| Woven label/leather logo | Ultra-thin TPU film | Tongue label, side logo, heel counter label | Proc: 95~120°C Serv: -25~80°C |
| Hook & loop fastener | High-tack PO/EAA film | Hook & loop to upper/vamp | Proc: 90~115°C Serv: -28~75°C |
| Decorative strip / edge binding | Flexible TPE film | Collar edge binding, decorative strip, zipper trim | Proc: 98~122°C Serv: -30~85°C |
| Reflective tape / heat transfer | Heat-resistant PES film | Reflective tape, heat transfer pattern to upper | Proc: 125~145°C Serv: -22~108°C |
Footwear-Specific Selection Guide
Comprehensive parameters to match the exact adhesive to your substrate and performance needs.
1 Thickness & Basis Weight Selection Guide
| Thickness | Application | Recommended Product | Characteristics |
|---|---|---|---|
| 50μm ultra-thin | Shoe labels, decorative strips, thin leather uppers | Ultra-thin TPU film | Invisible bonding, no added bulk |
| 80μm lightweight | Mesh uppers, thin linings, canvas uppers | Modified TPE film | Soft, does not affect breathability |
| 100μm standard | General leather uppers, athletic shoe vamps, basic insoles | General TPU/PES film | Balanced performance |
| 150μm medium-thick | Thick leather uppers, EVA midsole lamination, fleece linings | High-tack PO/EAA film | High peel strength |
| 200μm thick high-tack | Rubber outsole lamination, safety shoe steel toe covering | PES/PA high-temp film | Heat resistant, impact resistant |
2 Substrate Compatibility
Penetrates leather grain, no bleed-out, no hardening, no crease.
Yellowing resistance ≥Grade 4, smooth bonding, does not affect feel.
Deep fiber penetration, strong bond, washable without delamination.
Retains breathability, does not clog mesh, soft after lamination.
Strong adhesion to non-polar foam, no foam collapse under heat.
Stretches with elastic substrate, no cracking under flex.
Does not destroy foam structure, retains soft resilience.
Heat resistant, aging resistant, precise positioning.
3 Selection by Performance Requirement
Flex Fatigue Resistance
-
Ultra-high (≥150k cycles)Athletic/running shoes→ TPE / polyether TPU
-
Standard (≥80k cycles)Leather shoes, Martin boots→ General TPU/PES
Yellowing & Weather
-
Grade 4.5White/light uppers, shiny leather→ Imported UV-resistant TPU
-
Outdoor weather-resistantHiking boots, safety shoes→ UV-modified PES
Waterproof & Wash
-
Waterproof (≥50 cycles)Rain boots, waterproof shoes→ TPU waterproof dot film
-
General washable (≥20 cycles)Daily casual, canvas shoes→ General TPU/PES
Advanced Adhesive Solutions
Factory direct, R&D driven functional films engineered for precision. Explore our comprehensive range of 10,000+ specifications tailored for global industries.
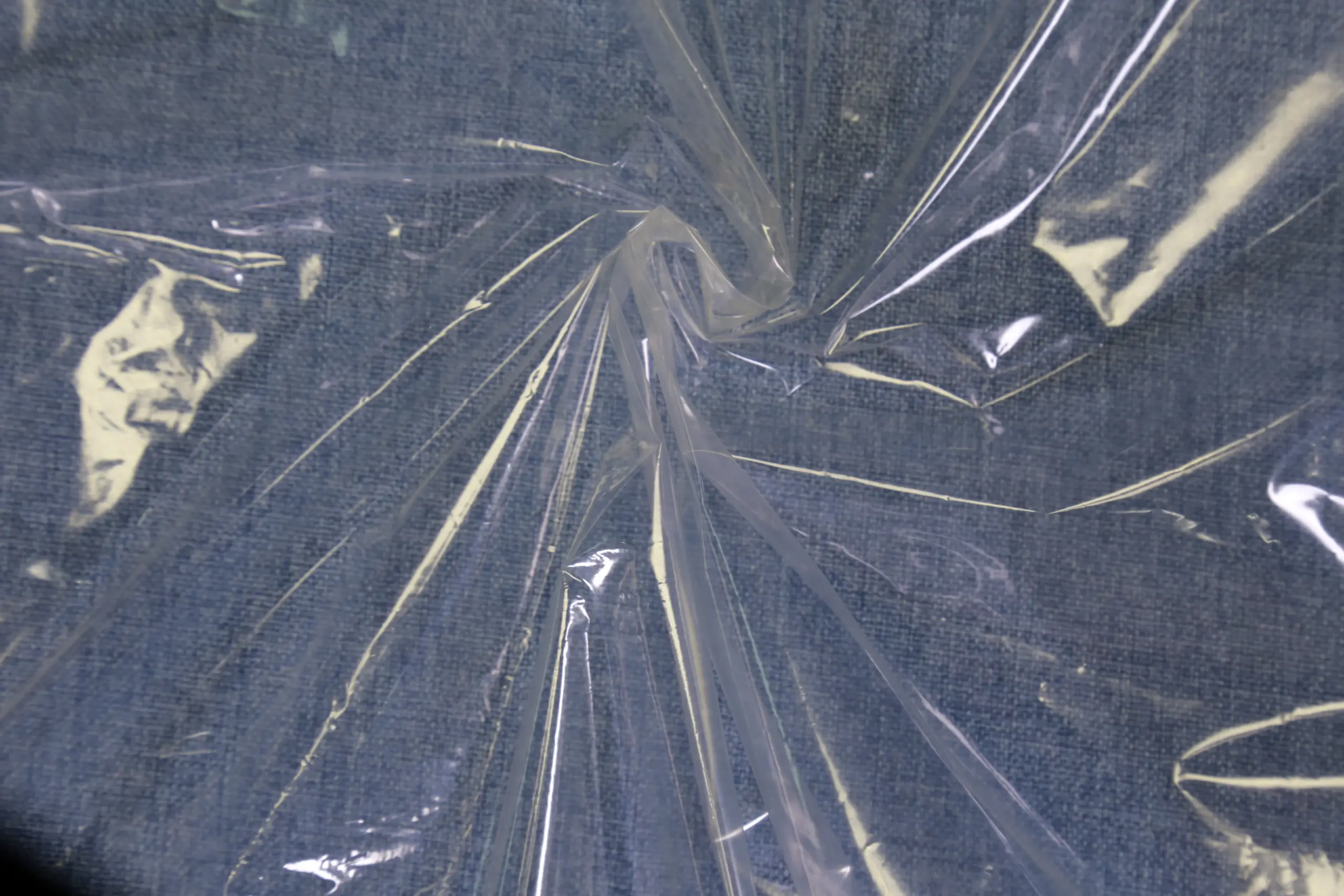
Hot Melt Adhesive Film
High-performance bonding layers for textiles, automotive, and electronics.

TPU Film
Thermoplastic Polyurethane with exceptional elasticity and washing resistance.
TPE Film
Thermoplastic Elastomer offering soft touch and strong adhesion.
PA Film
Polyamide film known for excellent dry cleaning resistance and strength.

PES Film
Polyester-based film providing superior adhesion to metals and fabrics.

EVA Film
Versatile and cost-effective bonding for packaging and general assembly.

PO/EAA Film
Specialized polyolefin films for challenging substrates like aluminum.
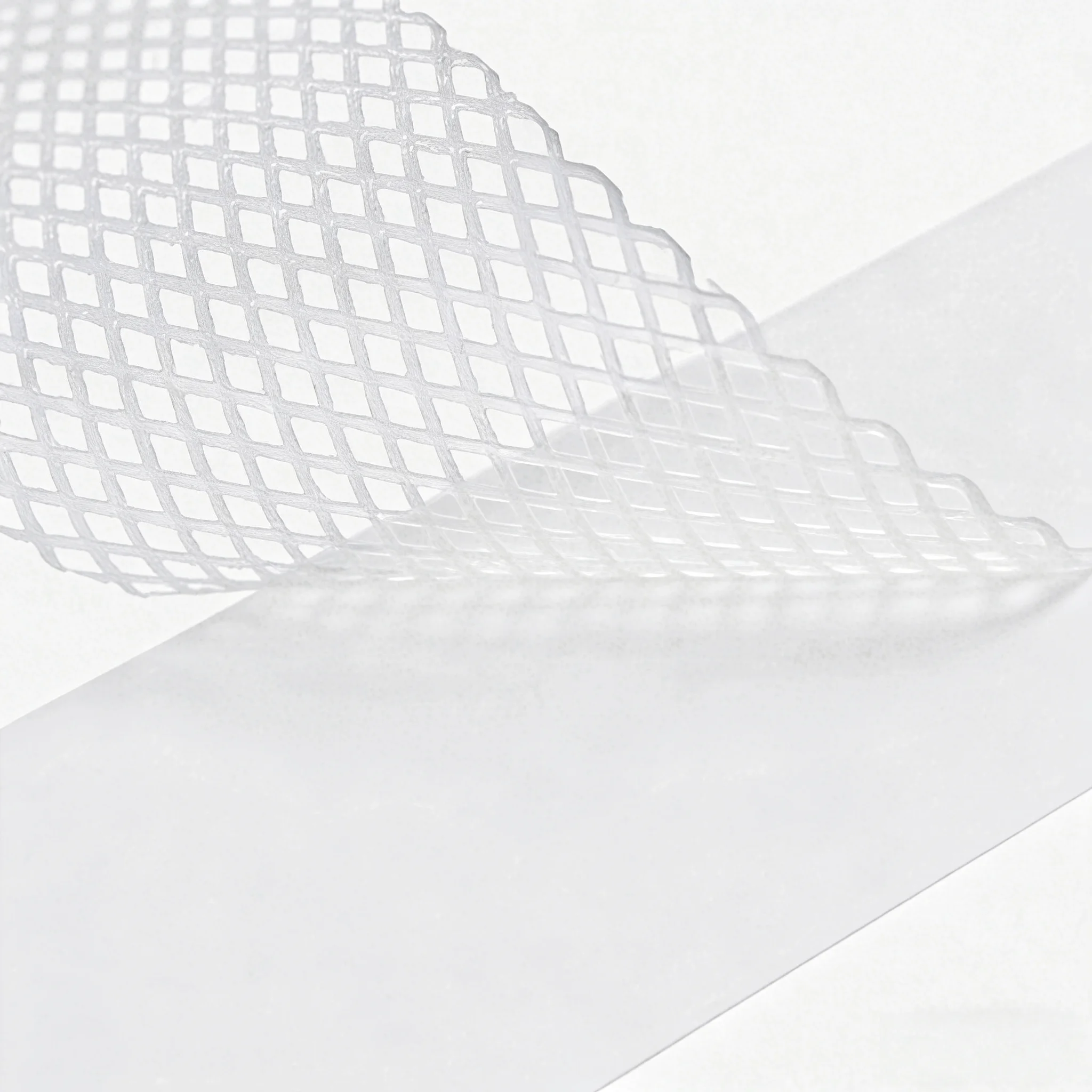
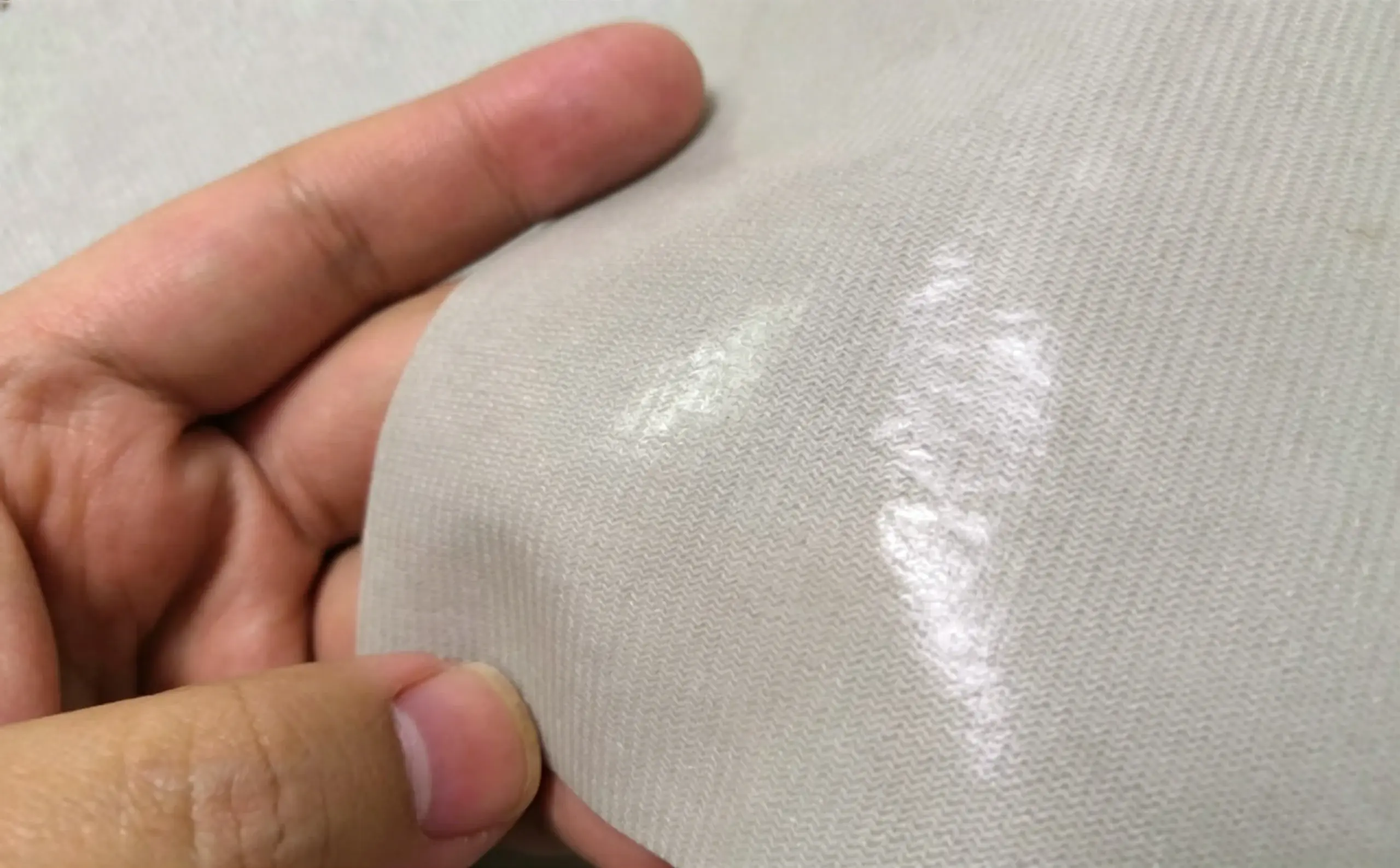
Hot Melt Adhesive Mesh Web
Breathable, lightweight non-woven adhesive structures for apparel and interiors.





OEM Processing & Specialty Films
End-to-end manufacturing solutions including back coating and precision dispensing.
Laminating & Back Coating
Professional composite material processing for enhanced structural integrity.

Dispensing & Coating
Precision dot-coating technology for breathable, high-bond applications.
TPU/PU Waterproof Films
Advanced barrier films combining waterproofing with moisture permeability.
Technical Troubleshooting Guide
Expert diagnostic solutions for common lamination and adhesive application challenges to ensure optimal production quality.
Yellowing after upper lamination
Root Causes
- ① Insufficient UV resistance of the film.
- ② Thermal oxidation caused by excessive hot-pressing temperature.
Recommended Solutions
- ① Switch to UV-resistant TPU materials.
- ② Reduce operating temperature by 10–15°C.
Whitening and delamination at flex points
Root Causes
- ① Film has too high an elastic modulus.
- ② Insufficient flex fatigue resistance.
Recommended Solutions
- ① Switch to high-elasticity TPE/TPU materials.
- ② Increase film thickness appropriately.
Sole delamination during wear
Root Causes
- ① Contamination on the base material surface (e.g., release agent).
- ② Incorrect adhesive film selection for the specific substrate.
Recommended Solutions
- ① Thoroughly clean or sand the sole surface before application.
- ② Switch to a PO/EAA-specific adhesive formulation.
Mesh upper clogging
Root Causes
- ① Excessive flow of the film during the melting phase.
- ② Use of an overly dense film structure.
Recommended Solutions
- ① Change the mesh film structure for better breathability.
- ② Reduce hot-pressing pressure.
Glue overflow on leather surface
Root Causes
- ① Adhesive film is too thick for the application.
- ② Applied pressure is too high.
- ③ Hot-pressing temperature is too high.
Recommended Solutions
- ① Reduce the adhesive film thickness.
- ② Reduce applied pressure by 5–10%.
- ③ Lower operating temperature by 10°C.
Customized Footwear Materials Services & Technical Support
Professional, end-to-end solutions tailored for footwear manufacturing experts, from precise material formulation to custom processing.
Overview of Customizable Parameters
Thickness
0.02mm for shoe labels, 0.20mm for sole lamination.
Width
To match upper cut pieces and sole mold dimensions.
Melting Point Range
Compatible with standard shoe factory hot-pressing equipment.
Transparency
Ultra-transparent for white uppers, matte for dark colors.
Flex Resistance
Select 150,000+ rating for high-performance athletic shoes.
Yellowing Resistance
Grade 4.5 required for premium light-colored uppers.
Water Resistance
Select 100 washes specification for durable rain boots.
Color Match
Use black film to effectively mask marks on dark-colored uppers.
Custom Processing Services for Footwear Materials
Contract Laminating
Customer provides upper panels/sole materials; hrs applies the optimal adhesive film and completes precision heat-press lamination in our factory.
Adhesive Backing Service
Pre-applies adhesive film to the back of lining fabric, foam, or leather (protected by premium release paper); enabling shoe manufacturers to heat-press directly on their assembly line.
Precision Die-Cutting
Die-cuts custom-shaped adhesive films precisely according to customer CAD drawings, ideal for small components such as shoe labels, logos, and decorative strips.
Why choose Vomelt as your hot-melt adhesive film supplier?
Ultra-High Flex Fatigue
TPE/modified TPU passes 150k flex cycles – no debonding, whitening or crease at flex line. Far exceeds ordinary adhesives.
Anti-Yellowing & Aging
Imported UV-resistant formulation, yellowing resistance up to Grade 4.5. White uppers stay bright; outdoor exposure without aging.
Wash & Stain Resistance
Waterproof series withstand ≥50 washes – no debonding, no delamination. Perfect for rain boots and waterproof athletics.
Multi-Substrate Adhesion
Covers 6 substrate categories: leather, fabric, rubber, plastic, foam, metal. One film meets >90% of whole-shoe needs.
Real Application Cases

Athletic shoe knitted upper
Breathable & seamless, 100k flex cycles without debonding.

Genuine leather shoe vamp
Zero glue marks, retains natural leather texture.

Rubber outsole lamination
High-strength bond, no sole separation under long-term walking.

Breathable athletic insole
Soft & skin-friendly, non-stuffy even after long wear.

Martin boot lining
Fleece-lined, smooth lamination, not stiff.

Safety shoe steel toe
Heat resistant & impact resistant, strong bond.
Footwear Expert FAQs
White athletic shoe upper turns yellow after lamination?
Rubber outsole separates from EVA midsole?
Mesh upper clogs and loses breathability?
Athletic shoe upper whitens and delaminates at flex line?
Shiny glue marks appear on dark leather?
Need Custom OEM Services?
We offer Material Processing OEM, Adhesive Backing OEM, and Precision Die-cutting (e.g., shoe labels, decorative strips).
Request Free Samples
Fill out the form below to get targeted adhesive samples for your footwear production.